Съвременните нови енергийни превозни средства постепенно работят усилено в процеса на проектиране, от който мрежата на рога на автомобила е една от тях, традиционната мрежа с метален рог на автомобила има груби изисквания за външен вид, а изискванията на окото не са твърде строги, така че обработената мрежа е сравнително голяма, разстоянието е широк, този процес има ниски разходи за обработка, бърза скорост, проста подредба на персонала. Високите разходи за плесен кара много производители на обработка да чакат слива да утоли жаждата си.
TheПроцес на офортВъзприема метода за обработка на течности за химическо офорт, който може да комбинира предимствата на щамповането и лазера и да обработи ултра тъкания материал с еднаква мрежа, без бури, без къдрене и вертикална стена на дупките. Сложната форма на продуктите на рога на автомобила също може да се оформя без допълнителни разходи, гладки и равномерни без бури, а плоскостта се поддържа под 0,02.
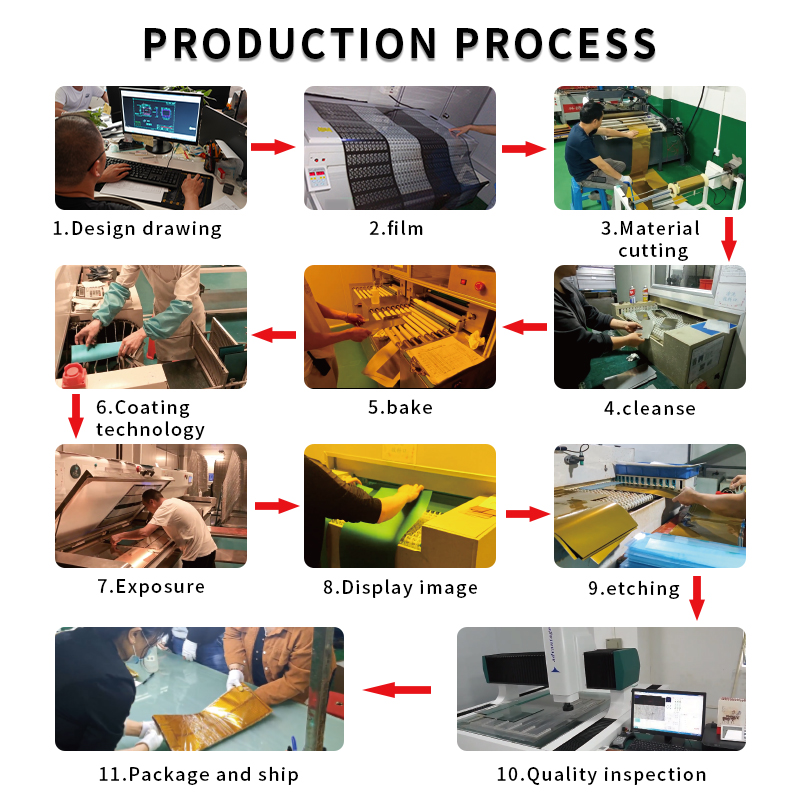
Първата стъпка за определяне на материала, неръждаемата стомана е един от често използваните материали, поради добрата му устойчивост на корозия и якост, подходяща за производството на корица на коровата с рог на автомобила. Когато се прави капак на рога на автомобила, металната субстрат трябва първо да се почиства старателно, за да се отстрани маслото и примесите на повърхността и да се гарантира качеството на следващия процес. Следващата стъпка е да се приложи фоточувствителното мастило, след като субстратът се почисти, трябва да се приложи равномерно на прилагането на металната повърхност, който ще се втвърди по време на процеса на експозиция, за да се образува защитен слой. Следващата стъпка е експозицията, при която проектираният филм е поставен от двете страни на метала, покрит с фоточувствително мастило, и изложен от ултравиолетова светлина, така че моделът на филма да се прехвърля на металната повърхност. След експозицията металната плоча се разработва и се отстранява неоснователното фоточувствително мастило, излагайки основната метална част и го приготвя за офорт.
Следва химическа корозия, която използва специфичен химически разтвор за офорт, за да ецва изложената част на метала, за да образува желания модел на мрежата. Този процес постига висока точност и избягва недостатъците на лазер или щамповане. Обикновено се завършва с професионално оборудване за офорт, а целият цикъл на процеса на доказване е около 5 до 7 дни. Окончателният процес на смилане и пръскане: След приключване наофорт, Необходимо е да се полира корицата на мрежата, за да се премахнат бури и да се подобри качеството на външния вид; След това се пръска, за да се подобри устойчивостта на корозия и естетиката.
С напредъка на науката и технологиите производственият процес на корицата на високоговорителите се развива в посока на по -висока точност, по -леко тегло и по -добър външен вид.
 English
English  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик